
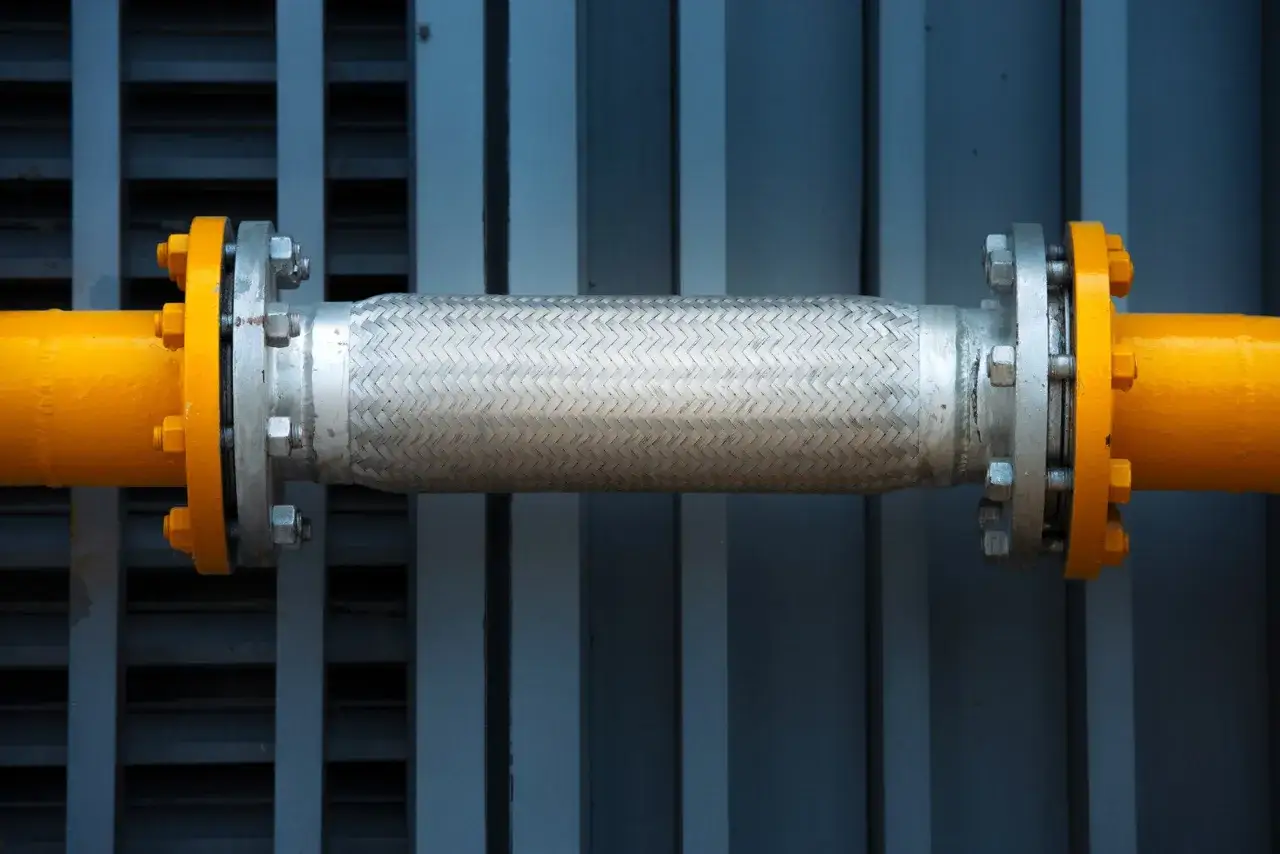
Dans une tuyauterie industrielle, un raccord à brides des deux côtés n’est jamais choisi par hasard: on le retient pour pouvoir démonter, aligner et maintenir un tronçon sans transformer chaque intervention en chantier lourd. Sur les catalogues, l’expression double bride désigne simplement une pièce à brides aux deux extrémités, capable de relier une vanne, une pompe, un filtre ou deux tronçons de conduite avec un joint interposé.
Ce que je détaille ici, c’est la définition utile, les cas d’emploi, les normes qui comptent vraiment, les critères de choix et les erreurs de montage qui provoquent les fuites les plus bêtes. L’idée est de vous aider à lire une fiche technique sans vous tromper de DN, de PN ou de standard de perçage.
Les points qui comptent avant de choisir un raccord à brides
- Il sert surtout quand on veut démonter un organe sans couper la conduite.
- DN, PN et perçage doivent être compatibles; le diamètre seul ne suffit pas.
- Les repères les plus utiles sont EN 1092-1, EN 1092-2, ISO 7005-2 et, pour le joint, EN 681-1.
- Un serrage en croix, par passes successives, évite bien des fuites.
- La fonte ductile et l’acier restent les familles les plus courantes selon le fluide et la corrosion.
Ce que recouvre un raccord à brides des deux côtés
Je le résume simplement: c’est une pièce de liaison démontable, rigide, dont chaque extrémité porte une bride percée. On la serre avec une boulonnerie et un joint, ce qui permet de raccorder deux éléments flanqués, ou un élément de process comme une pompe, une vanne ou un filtre.
Son intérêt n’est pas seulement mécanique. Elle facilite l’alignement, le remplacement d’un organe et les interventions futures, à condition que le réseau soit pensé pour ce type d’assemblage et non bricolé au dernier moment. En pratique, je préfère parler de liaison bride-bride, parce que c’est plus clair sur le terrain que de s’en tenir à un mot de catalogue.
Ce type de raccord se retrouve surtout sur les réseaux où l’exploitation compte autant que la pose initiale: eau, traitement, chauffage centralisé, climatisation technique et circuits industriels soumis à des démontages périodiques. Une fois ce cadre posé, le plus utile est de regarder où il apporte un vrai gain sur le terrain.
Là où cette liaison fait la différence
| Cas d’usage | Pourquoi je le trouve pertinent | Point de vigilance |
|---|---|---|
| Pompes et vannes de sectionnement | La dépose est rapide pour la maintenance ou le remplacement | Il faut une bonne reprise de charge par les supports |
| Filtres, compteurs et échangeurs | On peut intervenir sans reprendre toute la ligne | Le démontage doit rester possible sans forcer les faces |
| Stations de traitement et adduction d’eau | La robustesse et la standardisation des brides simplifient l’exploitation | Le choix du joint et du revêtement reste décisif |
| Circuits de chauffage et de climatisation technique | Très utile quand il faut isoler un appareil sans couper le réseau | La température influence la tenue réelle du montage |
| Lignes industrielles avec démontages réguliers | Je gagne du temps à chaque arrêt de production | Le coût initial est supérieur à une solution non démontable |
Le vrai bénéfice, à mon sens, n’est pas seulement la résistance brute. C’est la capacité à ouvrir la ligne proprement, sans refaire une soudure, sans étincelles, et sans immobiliser tout le tronçon pour une simple opération de maintenance. Pour éviter de choisir à l’aveugle, il faut maintenant parler des normes qui font réellement l’assemblage.
Les normes et dimensions qui évitent les mauvaises surprises
Sur ce type de pièce, le piège classique consiste à ne regarder que le diamètre nominal. En réalité, DN ne dit pas tout: il faut aussi vérifier le PN, le perçage des brides, le type de portée du joint et la compatibilité des matériaux.
En Europe, les références les plus utiles restent EN 1092-1 pour beaucoup de brides en acier, EN 1092-2 pour les brides en fonte et ISO 7005-2 pour l’alignement des dimensions de brides métalliques. Pour les joints élastomères, EN 681-1 revient très souvent dans les réseaux d’eau et les circuits techniques. Sur le terrain, je vérifie toujours ces quatre éléments avant de valider une commande.
| Critère | Ce que cela change | Ce que je contrôle |
|---|---|---|
| DN | La compatibilité géométrique avec la conduite | Le diamètre nominal doit correspondre exactement aux pièces adjacentes |
| PN | La tenue à la pression, mais aussi à la température et aux à-coups | Je choisis une classe adaptée au service réel, pas seulement à la fiche de base |
| Perçage | L’entraxe et le nombre de boulons | Le standard doit être identique des deux côtés de l’assemblage |
| Portée et joint | L’étanchéité effective du montage | Je vérifie le profil de face et la compatibilité du joint |
| Matériau et revêtement | La résistance mécanique et la tenue à la corrosion | Fonte ductile, acier, inox ou revêtement adapté à l’environnement |
Les gammes industrielles vont souvent de petits DN jusqu’aux gros diamètres, avec des classes de pression comme PN 10, PN 16 et parfois PN 25 selon les équipements. La bonne lecture, pour moi, c’est simple: un raccord peut être du bon DN et rester mauvais s’il n’a pas le bon perçage ou si le joint n’est pas prévu pour le fluide. Avec ces repères, je peux ensuite arbitrer le raccord selon le réseau et la contrainte d’exploitation.
Comment je le choisis selon le réseau
Quand je choisis une liaison à brides, je me pose toujours les mêmes questions, dans cet ordre:
- Quel fluide circule réellement, et pas seulement sur le papier?
- Quelle pression de service faut-il tenir, y compris lors des coups de bélier?
- À quelle température le réseau travaille-t-il dans la durée?
- À quelle fréquence faudra-t-il démonter l’organe?
- Y a-t-il de la corrosion, des vibrations ou un manque de place autour de la pièce?
Si le réseau doit être ouvert plusieurs fois par an, l’assemblage bride-bride prend vite l’avantage: le surcoût initial est absorbé par le temps gagné à chaque intervention. En revanche, si la ligne est longue, enterrée ou condamnée à rester fermée longtemps, je compare franchement avec une solution soudée ou un autre mode de raccordement. Sur un circuit d’eau chaude ou d’eau glacée, la température et la dilatation comptent presque autant que la pression.
Je regarde aussi l’environnement. En présence d’humidité, d’atmosphère agressive ou de projections, le choix du revêtement et de la boulonnerie change la durée de vie réelle de l’ensemble. Un raccord bien dimensionné sur le plan hydraulique peut rester médiocre si la corrosion attaque la visserie ou si les faces vieillissent mal. Le choix est posé; reste le point qui fait la différence entre un assemblage propre et une fuite retardée: le montage.
Le montage qui tient dans le temps
Le problème n’est presque jamais la bride elle-même; c’est la manière dont elle est posée. Je commence par nettoyer les portées, vérifier le joint, contrôler l’alignement des axes et m’assurer que la tuyauterie ne met pas l’assemblage en contrainte. Si la ligne pousse de travers, aucune boulonnerie ne corrigera durablement ce défaut.
- Je présente les pièces sans forcer et je centre le joint correctement.
- Je mets les boulons en place à la main avant tout serrage franc.
- Je serre en croix, par passes successives, jusqu’au couple prescrit.
- Je vérifie que les supports reprennent bien le poids du tronçon.
- Après mise en pression, je contrôle l’absence de suintement et je reprends si nécessaire.
Les deux erreurs que je vois le plus souvent sont toujours les mêmes: compenser un défaut d’alignement avec les boulons et laisser la bride porter la charge de la conduite. Dans les deux cas, la fuite finit par apparaître, parfois très vite, parfois après quelques cycles thermiques. Quand ce mode de pose ne cadre pas avec le projet, la comparaison avec d’autres solutions devient plus intéressante.
Quand une autre solution est plus pertinente
| Solution | Atout principal | Limite | Je la privilégie quand |
|---|---|---|---|
| Brides des deux côtés | Démontage simple et maintenance facile | Plus encombrant et plus coûteux qu’une liaison permanente | Je dois déposer régulièrement un organe ou isoler une machine |
| Soudée | Montage compact et très durable | Réparation plus lourde et démontage difficile | La ligne est définitive et rarement ouverte |
| Manchon ou emboîtement | Rapide sur certains matériaux et certains diamètres | Moins universel selon les matériaux et les contraintes | Le système de tubes est prévu pour ce type de pose |
| Filetée | Économique sur les petits diamètres | Limité en taille, en pression et en robustesse globale | Je reste sur de petits tronçons de service |
Je préfère toujours la solution la plus simple à exploiter, pas la plus impressionnante sur le papier. Si une pièce à brides me permet d’épargner des heures d’arrêt plus tard, elle vaut souvent davantage que son prix d’achat. Une fois ce principe admis, il reste un dernier réflexe que je n’oublie jamais avant de valider la commande.
Ce que je vérifie avant d’ouvrir le réseau
Avant de lancer la pose, je m’assure que les joints sont disponibles en stock, que la boulonnerie correspond bien au standard retenu et que le démontage futur ne dégradera pas les faces de bride. Ce trio paraît banal, mais il évite une grande partie des reprises de chantier.
Dans un réseau industriel, la bonne liaison n’est pas celle qui tient seulement le jour de la réception. C’est celle qui reste propre, accessible et logique à entretenir quand le service doit reprendre vite, sans improvisation ni reprise de chantier.