
Le terme resistance tube renvoie, dans la pratique industrielle, à une résistance tubulaire conçue pour transmettre la chaleur à un fluide, à un air de process ou à une masse métallique. Ce composant a l’air banal, mais sa vraie performance dépend de détails très concrets : la gaine, la charge surfacique, le milieu chauffé, la forme et la régulation. Je vais donc aller droit à ce qui compte pour choisir juste, éviter la surchauffe et comprendre pourquoi certains éléments durent des années alors que d’autres fatiguent en quelques mois.
Voici ce qu’il faut retenir avant de choisir un élément tubulaire
- Une résistance tubulaire chauffe grâce à un fil résistif noyé dans un isolant compacté, le plus souvent du MgO, puis protégé par une gaine métallique.
- Le milieu chauffé change tout : air, eau, huile et métal massif n’imposent pas les mêmes contraintes thermiques.
- La densité de puissance compte souvent autant que la puissance nominale, parfois plus, pour éviter la surchauffe locale.
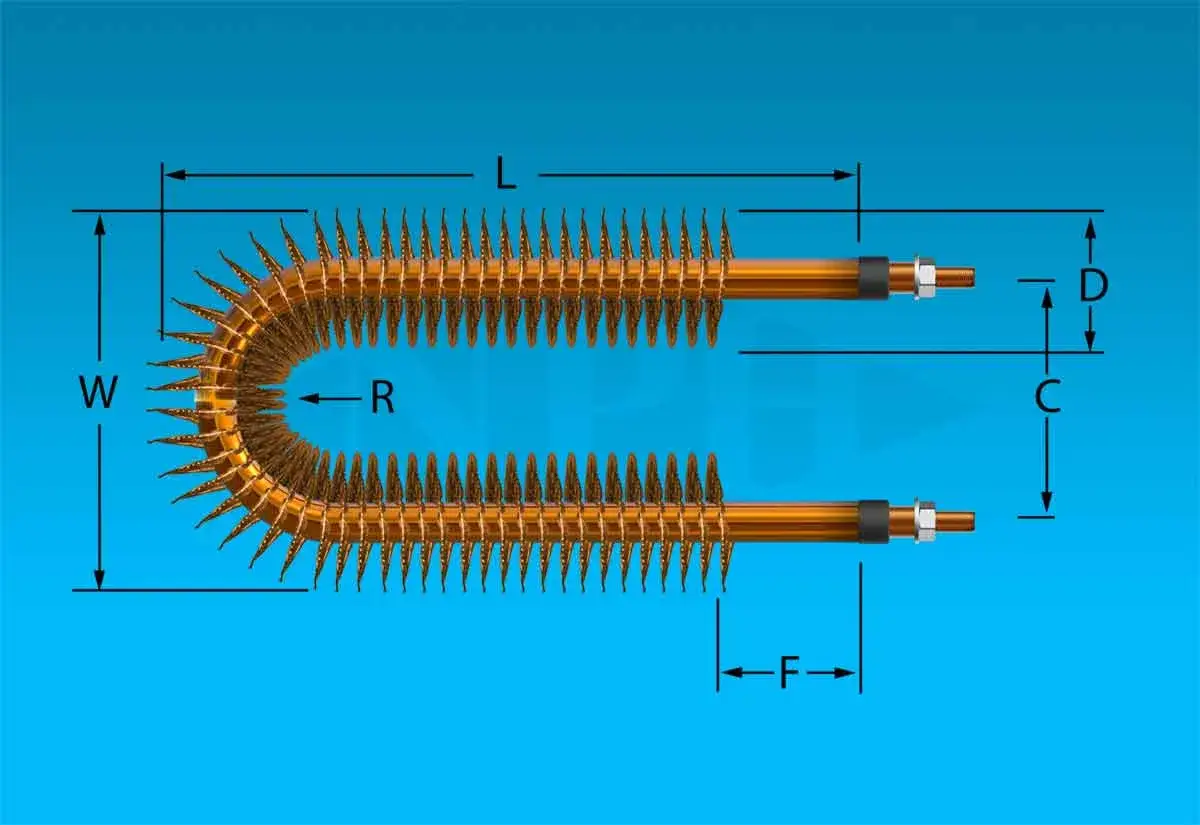
- La forme de l’élément doit suivre l’usage : droit, cintré, à ailettes, sur bride ou intégré à un ensemble de process.
- Les pannes viennent le plus souvent d’un mauvais matériau, d’un montage approximatif, d’un manque d’échange thermique ou d’une humidité entrée dans l’isolant.
Ce qu’il y a dans une résistance tubulaire
Je pars toujours de l’architecture interne, parce qu’elle explique presque tous les comportements en service. Une résistance tubulaire est construite autour d’un fil résistif ou d’une bobine résistive, généralement en alliage nickel-chrome, placé au centre d’une gaine métallique. Entre les deux, un isolant compacté, souvent de l’oxyde de magnésium, maintient l’isolement électrique tout en laissant passer la chaleur vers la paroi.
L’âme résistive
C’est elle qui transforme l’énergie électrique en chaleur. Plus la conception est homogène, plus la montée en température est régulière. Sur les bons modèles, le fil est centré avec précision pour limiter les points chauds et répartir l’échauffement de façon stable.
L’isolant MgO
Le MgO joue un rôle discret mais décisif. Il isole électriquement, conduit bien la chaleur et permet à l’élément de rester compact. Si cet isolant prend l’humidité ou se fissure, la sécurité électrique et la durée de vie chutent vite. C’est souvent là que commence le vrai vieillissement du composant.
Lire aussi : Pt100 - Comprendre pour mieux mesurer et réguler
La gaine extérieure
La gaine protège l’ensemble contre les chocs, la corrosion et les contraintes thermiques. Inox, acier, Incoloy ou alliages plus spécifiques ne racontent pas la même histoire : le choix dépend du fluide, de la température et de l’ambiance. Une gaine adaptée ne rend pas seulement la résistance plus robuste, elle améliore aussi le transfert thermique vers le milieu cible. Une fois cette architecture comprise, on voit mieux pourquoi l’application détermine tout le reste.
Comment la chaleur passe de l’élément au milieu à chauffer
Le principe est simple sur le papier : l’énergie électrique chauffe l’âme résistive, puis la chaleur traverse la gaine avant d’être transmise au produit. Dans les faits, la qualité de cet échange fait toute la différence. En immersion, la chaleur est extraite rapidement. Dans l’air, elle s’évacue plus lentement. Sur une pièce métallique, le contact mécanique et la surface de portée sont déterminants.
- En immersion, l’eau, l’huile ou un autre fluide emporte la chaleur avec efficacité, ce qui autorise souvent une charge thermique plus élevée.
- Dans l’air, l’échange est moins bon, surtout si l’air est stagnant ; il faut alors être plus prudent sur la densité de puissance et parfois utiliser des ailettes.
- Sur un solide, la qualité du serrage, l’usinage de l’appui et l’absence de jeu sont essentiels, sinon la gaine monte en température beaucoup trop vite.
Sur certains éléments tubulaires industriels, on rencontre des charges surfaciques de l’ordre de 5 à 25 W/cm² selon l’application, mais je retiens surtout une règle simple : plus l’échange est difficile, plus il faut rester prudent. Sur des versions haute température, on trouve aussi des conceptions capables d’aller au-delà de 704 °C en service process, avec des températures de gaine pouvant approcher 983 °C sur des gammes spécialisées. C’est précisément pour cela qu’une résistance n’est jamais “juste une puissance” : c’est un système thermique complet. À partir de là, la forme et le matériau deviennent les deux vrais leviers de choix.
Les formats et matériaux que je compare en premier
Je ne compare pas d’abord les catalogues sur la puissance. Je compare la forme, le milieu et le matériau de gaine. C’est beaucoup plus fiable pour éviter un achat techniquement correct sur le papier, mais mauvais dans l’installation réelle.
| Format | Usage typique | Atout principal | Limite à surveiller |
|---|---|---|---|
| Droit | Chauffage d’air, montage en gaine, insertion dans un logement simple | Facile à intégrer et à remplacer | Nécessite souvent plus d’espace ou de support |
| Cintré ou formé | Encombrement réduit, adaptation à une cuve, un four ou une géométrie spéciale | Bonne intégration mécanique | Le rayon de courbure doit être respecté dès la fabrication |
| À ailettes | Chauffage d’air, gaines CVC, sécheurs, batteries de chauffe | Surface d’échange augmentée | Moins pertinent en immersion |
| Sur bride ou en ensemble d’immersion | Eaux, huiles, fluides de process, cuves et réservoirs | Montage robuste et maintenance plus claire | L’étanchéité et la compatibilité chimique deviennent critiques |
Pour les matériaux, je regarde surtout la corrosion, l’oxydation et la tenue thermique. En pratique, on retrouve souvent :
| Matériau de gaine | Quand je le privilégie | Ce qu’il faut vérifier |
|---|---|---|
| Acier | Milieux simples, contraintes modérées, coût contenu | Pas idéal si l’environnement est humide ou agressif |
| Inox 304 ou 316 | Applications courantes, meilleure tenue à la corrosion | Le 316 est souvent plus rassurant en présence d’agents agressifs |
| Incoloy | Températures élevées, air chaud, cycles thermiques exigeants | Très bon choix quand l’oxydation devient le vrai sujet |
| Inconel ou titane | Environnements sévères ou fluides particulièrement agressifs | À réserver aux cas où le gain technique justifie le surcoût |
Dans un atelier français, on croise aussi très souvent des alimentations 230 V monophasé et 400 V triphasé. Je le rappelle parce qu’un bon élément, mal pensé côté alimentation, finit par coûter du temps au moment du câblage, puis au moment du contrôle. La vraie question suivante est donc simple : comment dimensionner l’ensemble sans surcharger l’élément ?
Comment la dimensionner sans se tromper
Quand je dimensionne une résistance tubulaire, je regarde d’abord le milieu, pas la puissance affichée sur l’étiquette. C’est le milieu qui fixe la vitesse d’échange, la température de gaine admissible et le risque de panne prématurée.
- Le fluide ou la matière à chauffer : air, eau, huile, métal, produit visqueux ou mélange chargé ne réagissent pas de la même manière.
- La température cible : il faut distinguer la température d’usage réelle et la température transitoire au démarrage.
- La densité de puissance : plus elle est élevée, plus l’élément chauffe vite, mais plus il faut une excellente extraction thermique.
- La régulation : tout-ou-rien, thermostat, régulation PID ou relais statique n’offrent pas la même précision ni la même stabilité.
- L’environnement : humidité, poussières, vibrations, projections, corrosion ou nettoyage fréquent changent le choix du matériau et du montage.
- La forme de montage : un élément mal soutenu ou mal appuyé travaille mécaniquement et thermiquement dans de mauvaises conditions.
Je garde une idée en tête : la meilleure résistance n’est pas la plus puissante, c’est celle qui chauffe juste assez, au bon rythme, sans saturer la gaine. Sur les applications à air, je préfère généralement une charge prudente et, si besoin, une géométrie à ailettes. Sur les applications immergées, on peut souvent monter plus haut, à condition que le niveau de fluide et la circulation soient bien maîtrisés. C’est ce réglage fin qui évite les réparations répétitives et les surprises en production. Justement, les surprises viennent souvent des mêmes erreurs.
Les erreurs d’installation qui raccourcissent sa durée de vie
La plupart des défaillances que je vois ne sont pas dues à un défaut “mystérieux” du composant. Elles viennent d’un mauvais usage. La bonne nouvelle, c’est qu’on peut en éliminer beaucoup avec quelques vérifications simples.
| Symptôme | Cause probable | Ce que je fais en priorité |
|---|---|---|
| Montée en température trop rapide | Charge surfacique excessive ou mauvaise extraction de chaleur | Réduire la densité de puissance ou améliorer le contact avec le milieu |
| Déclenchements électriques répétés | Isolement dégradé, humidité dans l’élément, raccordement défectueux | Tester l’isolement, inspecter les terminaisons, vérifier le séchage |
| Zones noircies ou oxydées | Surchauffe locale, matériau mal choisi, dépôt isolant sur la gaine | Contrôler l’environnement thermique et la compatibilité de la gaine |
| Échauffement inégal | Mauvais appui, élément mal cintré, support insuffisant | Corriger le montage et respecter les rayons de courbure |
| Durée de vie très courte en air | Élément trop chargé pour un échange d’air insuffisant | Passer à une version à ailettes ou revoir la conception de la gaine |
Le point que beaucoup sous-estiment, c’est le déséquilibre entre la puissance annoncée et la capacité réelle du milieu à la dissiper. En air stagnant, une résistance tubulaire peut sembler correcte pendant les premiers essais, puis se dégrader très vite dès que le process tourne en continu. C’est là que le bon matériau, la bonne géométrie et une régulation propre font vraiment la différence. Après l’installation, il reste un autre sujet souvent négligé : le contrôle en service.
Contrôler l’élément avant qu’il ne casse
Je préfère toujours prévenir plutôt que remplacer en urgence. Un contrôle simple au bon moment coûte moins cher qu’un arrêt de ligne. Sur ce type d’élément, je regarde d’abord l’état visuel, puis la continuité électrique et enfin l’isolement.
- Inspection visuelle : gaine déformée, trace de surchauffe, fissure, oxydation, dépôt ou début de corrosion.
- Mesure de résistance : une dérive importante par rapport à l’état connu au froid est un signal d’alerte.
- Test d’isolement : si l’isolement chute, le problème est souvent plus sérieux qu’un simple encrassement.
- Contrôle des connexions : les bornes desserrées chauffent, vieillissent mal et finissent par abîmer le terminal.
- Vérification de l’environnement : niveau de fluide, ventilation, circulation, présence de dépôts ou d’humidité.
Quand l’élément a été stocké dans un local humide ou qu’il a subi une condensation prolongée, je ne le remets pas en service “comme ça”. Un séchage contrôlé, puis un contrôle d’isolement, évitent bien des pannes au premier allumage. Si l’on voit apparaître à répétition une résistance instable, un isolement bas ou une gaine attaquée, je recommande de remplacer plutôt que de bricoler. Une bonne maintenance ne cherche pas à faire durer une pièce épuisée ; elle cherche à préserver la stabilité du process. C’est aussi ce qui prépare un remplacement intelligent.
Les trois vérifications que je fais avant de valider le remplacement
- Je confirme d’abord le milieu réel à chauffer, parce qu’un élément adapté à l’eau ne se comporte pas comme un élément prévu pour l’air.
- Je vérifie ensuite la forme et la gaine, car un bon matériau mal monté reste un mauvais choix en exploitation.
- Je termine par la régulation et la sécurité, parce que l’élément le plus robuste du marché ne compensera jamais une commande thermique mal pensée.
Si ces trois points sont alignés, la résistance tubulaire travaille dans de bonnes conditions, la température reste maîtrisée et la maintenance devient beaucoup plus prévisible. C’est, à mes yeux, le vrai critère de qualité sur un composant industriel de chauffage : il ne doit pas seulement chauffer, il doit chauffer juste, longtemps et sans surprendre le process.