Une sonde Pt100 est un capteur de température en platine dont la résistance vaut 100 Ω à 0 °C et augmente de façon très régulière quand la température grimpe. Dans une installation de chauffage, de climatisation ou d’automatisation technique, c’est un composant apprécié parce qu’il combine stabilité, précision et comportement prévisible. Je détaille ici son principe, le rôle du câblage, la manière dont le signal devient une mesure exploitable et les erreurs qui font réellement dévier la lecture.
L’essentiel à retenir avant de choisir une Pt100
- La Pt100 est un thermomètre à résistance en platine : à 0 °C, elle mesure 100 Ω.
- Sa résistance augmente avec la température, avec une sensibilité d’environ 0,385 Ω par °C.
- La précision réelle dépend autant du capteur que du câblage, de l’électronique et de l’implantation.
- En 2 fils, l’erreur des câbles peut vite devenir visible ; en 3 fils, elle est compensée dans la plupart des cas ; en 4 fils, on vise les mesures les plus propres.
- La classe IEC 60751 indique la tolérance, mais elle ne remplace pas une bonne pose ni une bonne calibration.
- Dans le chauffage, le sanitaire et le CVC, la Pt100 reste un choix solide quand on cherche de la fiabilité plus que de la simplicité brute.
Ce que mesure vraiment une Pt100
Le principe est simple sur le papier : le platine est un métal dont la résistance électrique varie avec la température. La Pt100 est un capteur passif ; elle ne produit pas elle-même un signal, on lui envoie donc un courant très faible, puis on mesure la tension obtenue pour déduire la résistance. Autour de 0 °C, le capteur affiche 100 Ω ; vers 100 °C, on est déjà autour de 138,5 Ω, ce qui laisse une marge de lecture confortable pour un automate ou un transmetteur.
Ce qui compte, ce n’est pas seulement la variation, mais sa régularité. La relation résistance-température est suffisamment stable pour être normalisée, avec une sensibilité d’environ 0,385 Ω par °C pour le type le plus courant. C’est précisément ce qui rend la Pt100 très utile en régulation : on peut convertir la mesure sans se battre contre un signal capricieux. La vraie question devient alors : qu’est-ce qui se passe dans la sonde elle-même ?
Le cœur du capteur et sa structure interne
À l’intérieur, on trouve un élément en platine, soit en film mince, soit en fil bobiné. Le film mince est très répandu en industrie parce qu’il est compact, robuste et économique ; le fil bobiné reste intéressant quand on vise une grande stabilité ou une excellente tenue dans le temps. Dans les deux cas, le rôle du support est crucial : il maintient l’élément de mesure tout en laissant la chaleur du process atteindre la zone sensible le plus rapidement possible.
Une sonde complète comprend souvent plus que l’élément Pt100 lui-même :
- une gaine ou une tige de protection qui isole l’élément de mesure du milieu ;
- une tête de raccordement ou un câble de sortie ;
- un mode de fixation, par exemple filetage, bride ou insertion ;
- parfois un doigt de gant, utile pour protéger la sonde et permettre son remplacement sans vidanger l’installation.
En pratique, je retiens surtout une chose : une sonde bien conçue peut être précise, mais une sonde mal implantée devient vite une mesure de paroi ou de boîtier, pas une mesure de fluide. Une fois ce point compris, il devient beaucoup plus simple de lire correctement le signal qu’elle envoie.
Comment la résistance devient une température exploitable
Le passage de la résistance à la température se fait dans l’électronique de mesure : transmetteur, régulateur, automate ou module d’entrée analogique. Le système injecte un courant connu, lit la tension, calcule la résistance puis applique une table ou une équation de linéarisation conforme à la courbe du platine. Dans les installations actuelles, le plus courant est de sortir ensuite une valeur en 4-20 mA, en signal numérique ou directement en affichage local.
Un exemple simple aide à visualiser le processus : avec 1 mA, une Pt100 de 100 Ω donne 100 mV ; si la sonde monte à 138,5 Ω, on lit 138,5 mV. En théorie c’est limpide, mais il faut aussi limiter l’échauffement propre du capteur, surtout dans l’air immobile ou dans des volumes mal brassés. Plus le courant de mesure est faible, plus on réduit ce biais. La difficulté suivante n’est donc pas électrique, elle est souvent mécanique : le câble et sa longueur.
Deux, trois ou quatre fils ce que change le câblage
C’est le point où beaucoup de mesures se dégradent plus qu’à cause du capteur lui-même. Les fils de liaison ont eux aussi une résistance, et cette résistance s’ajoute à celle de la Pt100 si le système ne sait pas la compenser. Sur une sonde aussi sensible, un petit écart de câble peut vite se transformer en erreur visible en température.
| Montage | Ce qu’il apporte | Limite principale | Quand je le conseille |
|---|---|---|---|
| 2 fils | Simple, rapide, peu coûteux | La résistance des câbles s’ajoute directement à la mesure | Petites longueurs, mesures peu critiques, rétrofit simple |
| 3 fils | Compensation de la résistance des lignes dans la plupart des cas | Dépend d’un câblage cohérent et d’une électronique adaptée | Le meilleur compromis pour la majorité des installations industrielles et CVC |
| 4 fils | Compensation la plus propre, surtout pour les mesures fines | Plus de câbles, plus de connexions, plus de complexité | Atelier, étalonnage, longues liaisons ou exigences de précision élevées |
Sur une Pt100, 1 Ω parasite représente environ 2,6 °C d’erreur. Cela suffit à fausser une régulation, surtout sur de longues liaisons. Dans la plupart des locaux techniques, je privilégie donc le 3 fils dès qu’il faut autre chose qu’une indication approximative. Le 2 fils reste acceptable seulement quand la distance est courte et que l’on accepte une précision modeste. Une fois le câblage choisi, il faut encore décider si la Pt100 est le bon capteur pour le besoin réel.
Pt100, Pt1000 ou thermocouple pour une régulation industrielle
La Pt100 n’est pas la seule option possible, mais elle reste souvent la plus équilibrée quand on cherche une mesure stable sur des températures modérées. Le choix dépend du compromis entre précision, plage de mesure, coût et facilité de câblage. Je compare souvent ces trois familles avant de figer une architecture.
| Capteur | Atout principal | Limite | Usage pertinent |
|---|---|---|---|
| Pt100 | Très bon équilibre entre stabilité, précision et standardisation | Signal plus faible qu’une Pt1000, donc le câblage doit être soigné | Chauffage, eau chaude, process modéré, HVAC, automatisme industriel |
| Pt1000 | Résistance de base plus élevée, donc influence relative des câbles plus faible | Moins universelle dans certains automates industriels | Mesures sur distances raisonnables, électronique basse puissance, domotique technique |
| Thermocouple | Très grande plage de température et réponse rapide | Précision et stabilité souvent inférieures dans les plages de régulation courantes | Très hautes températures, fours, fumées chaudes, contraintes sévères |
La Pt100 garde souvent l’avantage dans les circuits hydrauliques parce qu’elle combine une bonne précision avec une lecture très reproductible dans la zone où travaillent la plupart des installations de chauffage et de climatisation. Je choisis rarement un thermocouple pour une boucle d’eau chaude, sauf si la température dépasse franchement la zone de confort d’une sonde à résistance. Et si l’on passe du choix théorique au terrain, les usages les plus convaincants apparaissent vite.
Là où elle donne le meilleur d’elle-même en plomberie, chauffage et CVC
Dans les installations de bâtiment, la Pt100 trouve naturellement sa place partout où la température doit être suivie de près sans surcoût excessif. Elle est très à l’aise sur les circuits hydrauliques, les centrales de traitement d’air, les ballons de stockage et les systèmes de régulation où la stabilité est plus importante que la vitesse extrême de réponse.
- sur le départ et le retour d’un circuit de chauffage, pour piloter une loi d’eau ou vérifier le rendement d’un échangeur ;
- sur un ballon d’eau chaude sanitaire, pour suivre la montée en température et la stratégie anti-légionelles ;
- sur une pompe à chaleur, pour surveiller l’eau de départ, le retour et parfois le dégivrage ;
- dans une CTA ou une gaine technique, pour contrôler air soufflé, air repris ou batterie de chauffage ;
- dans la domotique technique, pour remonter une mesure fiable vers un automate ou une supervision.
Le point commun de ces usages, c’est la nécessité d’une lecture stable dans une plage de température raisonnable. En revanche, si la sonde est posée dans une gaine sèche, contre une paroi épaisse ou dans un volume sans vrai échange thermique, la mesure peut prendre du retard et la régulation se mettre à osciller. C’est justement pour éviter ce genre de dérive que je vérifie toujours les détails de pose avant de valider l’installation.
Les vérifications que je fais avant de valider l’installation
Une bonne mesure Pt100 ne repose pas seulement sur la référence du capteur. La classe de précision, le montage, la longueur de câble, l’entrée automate et la qualité de l’implantation forment un ensemble cohérent. Si un seul maillon est faible, la performance globale baisse rapidement.
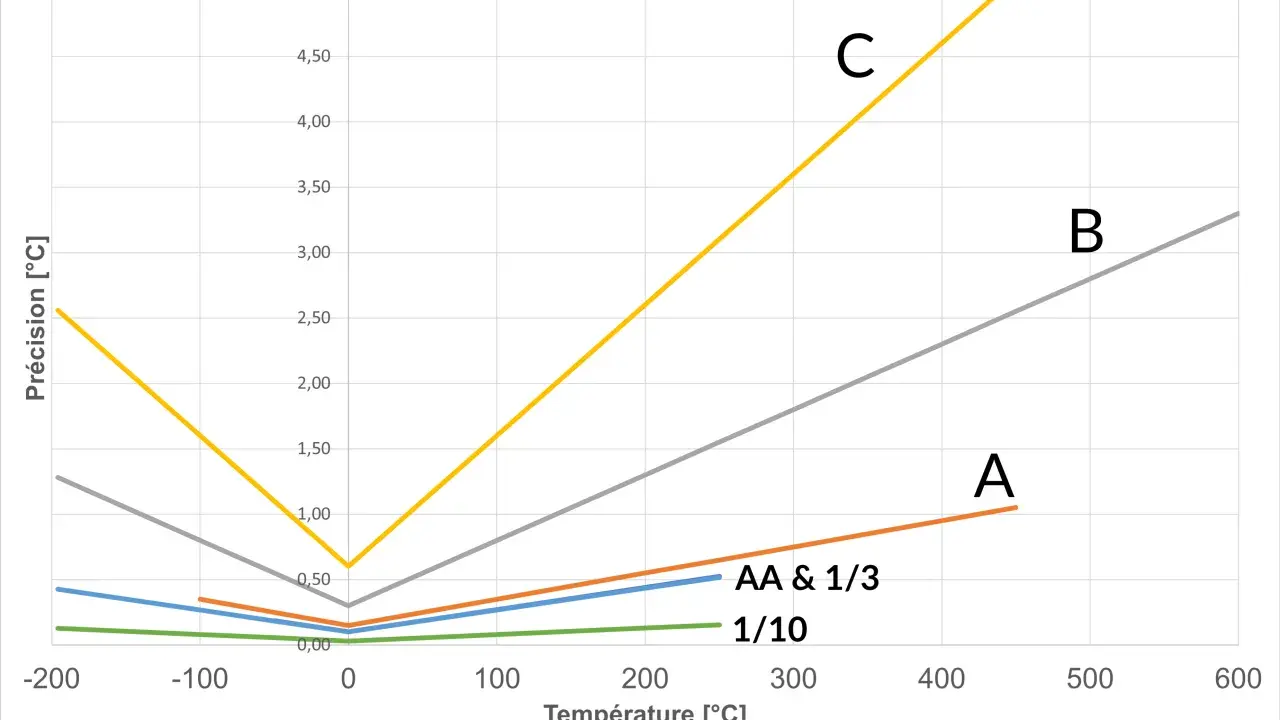
| Classe IEC 60751 | Ordre de grandeur à 0 °C | Ordre de grandeur à 100 °C | Usage |
|---|---|---|---|
| B | ±0,30 °C | ±0,75 °C | Exploitation courante |
| A | ±0,15 °C | ±0,40 °C | Régulation soignée |
| AA | ±0,10 °C | ±0,20 °C | Mesure exigeante |
Ces repères sont utiles, mais ils ne disent pas tout. Une classe AA mal posée peut donner une mesure moins fiable qu’une classe A bien implantée. Avant de valider, je contrôle systématiquement :
- la compatibilité entre le câblage prévu et l’entrée de mesure du régulateur ou de l’automate ;
- la profondeur d’immersion réelle, surtout si la sonde travaille dans un doigt de gant ;
- la présence d’un bon contact thermique avec le fluide ou la masse à mesurer ;
- la protection mécanique et l’étanchéité du raccordement, surtout en milieu humide ;
- l’influence éventuelle des perturbations électriques, par exemple à proximité d’un variateur ou d’un moteur ;
- la stratégie de calibration ou de vérification périodique si la régulation est sensible.
En pratique, la meilleure configuration pour la majorité des installations de chauffage, de climatisation et de domotique industrielle reste souvent une Pt100 bien implantée, en 3 fils, de classe A ou AA selon l’exigence réelle, avec une excitation faible et une immersion correcte. Je préfère une sonde simple, bien posée et bien lue, à un capteur très précis sur le papier mais mal intégré dans le terrain. C’est ce trio - capteur, câblage, pose - qui fait la différence entre une mesure théorique et une régulation fiable.